Plastic Industry
Non-contact temperature measurement
When temperature matters.
The illustration shows that the transmissivity of air strongly depends on the wavelength. Strong flattening alternates with areas of high transmissivity – the so-called atmospheric windows. The transmissivity in the long-wave atmospheric window (8 – 14 µm) is constantly high whereas there are measurable extinctions by the atmosphere in the shortwave area, which may lead to false results. Typical measuring windows are 1.1 … 1.7 µm, 2 … 2.5 µm and 3 … 5 µm.
Additional influences can arise from heat sources in the environment of the measuring object. To prevent wrong measuring results due to increased ambient temperatures, the infrared thermometer compensates the influence of ambient temperatures beforehand (as e.g. when measuring temperatures of plastic foils in heating areas whereby the walls are hotter than the measuring objects).
A second temperature sensing head helps to generate accurate measuring results by automatically compensating the ambient temperatures and a correctly adjusted emissivity.
Dust, smoke and suspended matter in the atmosphere can pollute the optics and result in false measuring data. Here air purge collars (which are installed in front of the optics with compressed air) help to prevent deposition of suspended matter in front of the optics. Accessories for air and water cooling support the use of infrared thermometers even in hazardous surroundings.
Emissivity is a key factor in the accurate measurement of temperatures. It depends on various influences and must be adjusted according to the application.
Emissivity theoretically depends on the material, its surface quality, wavelength, the measuring angle and, in some cases, even the applied measuring configuration.
Plastics with a thickness of > 0.4 mm and pigmented films can be measured very easily in the long-wave IR spectral range (8-14 µm) with emissivities of ≥ 0.9.
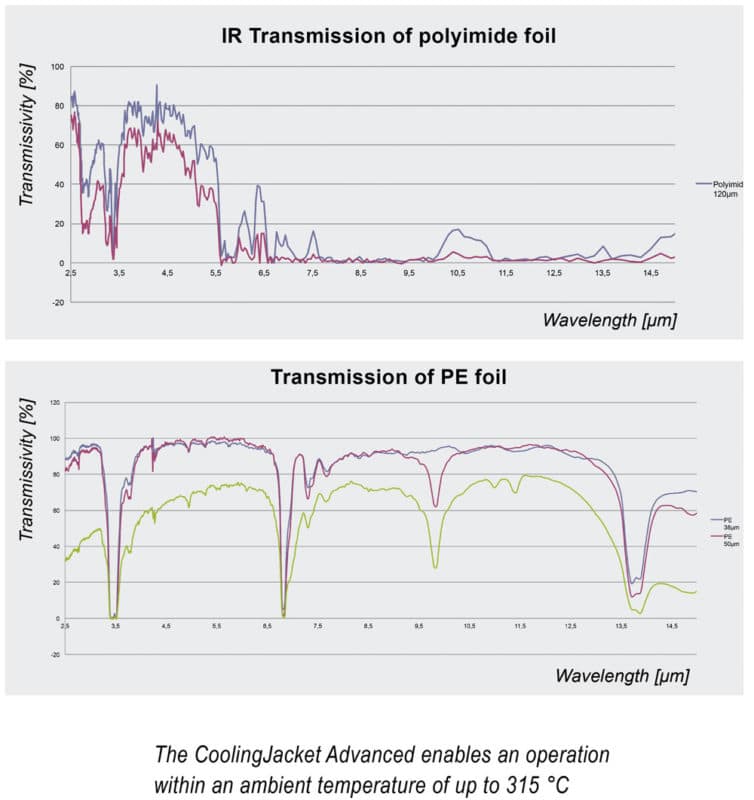
Very thin plastic films are, however, transparent in this spectral range, meaning that a temperature measurement is only possible with the aid of material-specific absorption bands in the IR spectrum via correspondingly narrow-band sensitive IR sensors.
Polyethylene, polypropylene, nylon und polystyrene, for example, are IR opaque at 3.43 μm; for polyester, polyurethane, Teflon, FEP and polyamide, in contrast, it is 7.9 μm.


Plastics processors produce a wide range of products of various dimensions, thicknesses, textures, colors and embossed patterns. Here the manufacturing is subject to numerous thermal processes which have to be continually and rigorously checked at various critical points.
In order to ensure quality, a high level of temperature homogeneity is required and this is checked at various stages, including during thermoforming and in the calender zone, by means of a line scan.
When using an infrared camera as a line scanner, an arbitrary line is selected from the detector array. In addition to the compact construction and the lower price, there are two significant benefits: the line to be scanned can be positioned anywhere using the software
and the user receives a complete IR image quasi as additional information – these are important advantages, especially during system setup.
The cameras can accurately measure surface temperatures of moving measurement objects using minimal apertures. This function is of particular significance in the plastics industry, since homogeneity of foil temperature has a direct impact on the quality of the final product. During the production process,
temperatures are measured accordingly at many points and it is possible to intervene in the process, when necessary, if there are deviations in setpoint temperatures.
The optris PI 640, in combination with the 90° lens, allows for high-resolution line scanning with up to 800 pixels and a maximum scan angle of 111° with the use of the diagonal dimension.
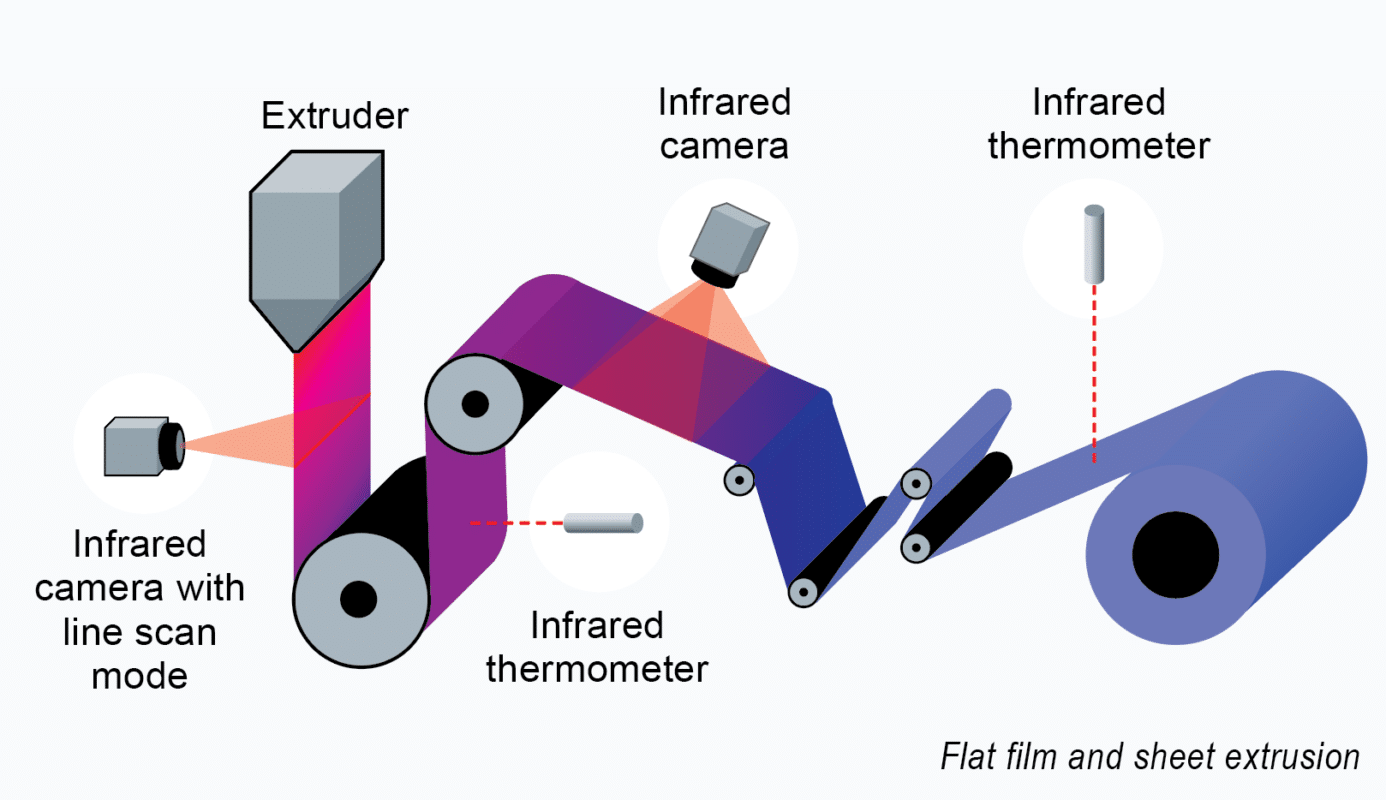
In flat film and sheet extrusion the molten mass is pressed through a wide slit die and then processed further using a calender. In this process the film is gradually cooled. The infrared sensors measure the temperature of the film at various points, thereby monitoring the process. Infrared cameras also allow cracks and surface defects to be detected.
Rotational moldingThe rotational molding process is a specialist technique used in the manufacturing of plastic parts and is primarily used for larger objects. Here a negative mold is filled with a powdered or liquid raw material such as PE or PP and then sealed. The mold is then heated in an oven to a maximum of 320°C and rotated biaxially. This causes the material to stick to the mold, layer by layer. The mold is subsequently cooled in a chamber and the plastic part removed. Upon opening the mold, the product is thermally tested to allow the production process to be readjusted if necessary.
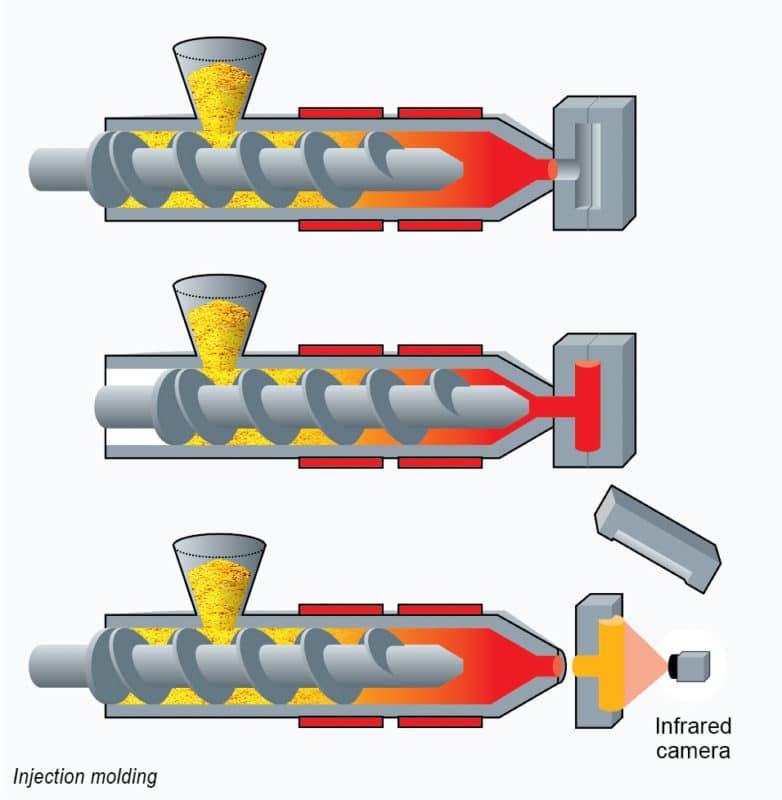
Injection molding is the most common production process in the manufacture of moldings from thermoplastic polymers. It is used in particular in the intermittent mass production of complex moldings where the size of the workpieces ranges from the smallest of cogs right up to large containers. The weight of a workpiece starts at 1 mg (0.001 g) and goes up to 100 kg. The pellets, often mixed with additives, are added to the cylinder via the funnel. The pellets are plasticized by the mechanical friction caused by the movement of the screw inside the cylinder as well as the external application of heat from the heating bands.
The resulting liquid mass is pushed to the tip of the screw and is then forced into the die in front of it through the injection unit nozzle.
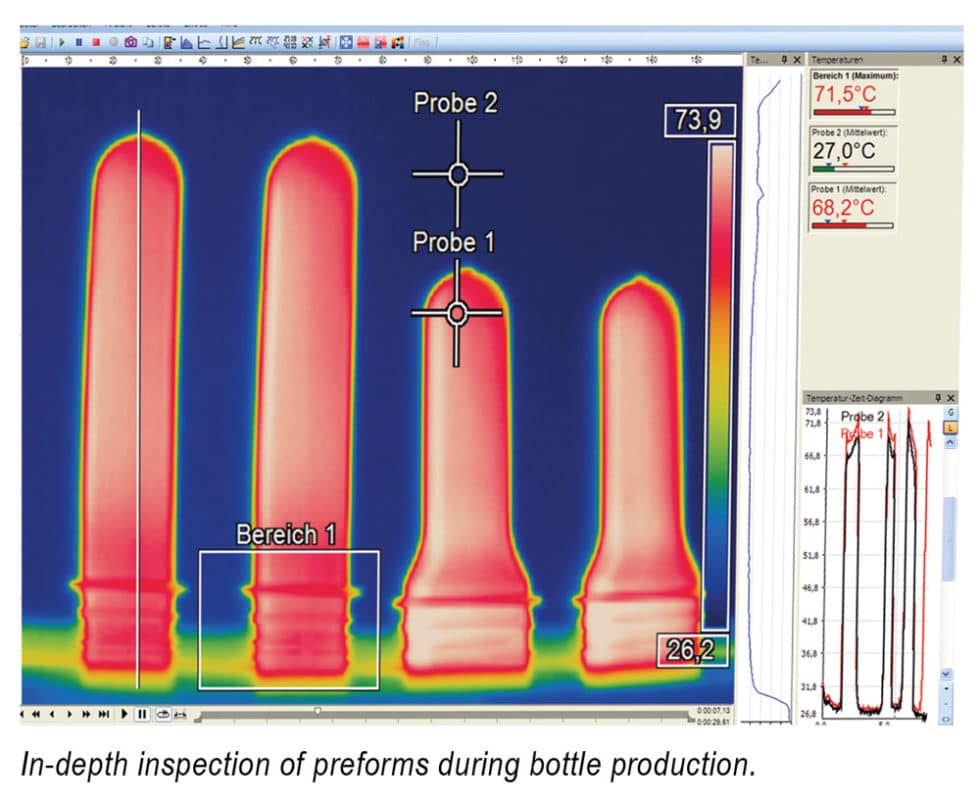
The molding compound cools in the die which then opens when the hardening process is complete. To ensure the high quality of the molding it requires optimum temperature management, especially during the cooling phase in the die. The moldings, meanwhile, are automatically checked for homogenous temperature distribution immediately after ejection with infrared cameras.
Similar to injection molding, the molten mass is pushed out of the extruder – however, in this case not into a die, rather through a die with a ring nozzle. The resulting film tube is then pulled vertically and blown up in the process. During this process air is used to cool the tube both inside and out.
From the moment the molten mass emerges from the nozzle, the temperature of the film tube needs to be measured at
various points in order to ensure the characteristics and quality of the product.
Sheets or unrolled film made from thermoplastic polymers are fed into the molding machine and then, in the first step, warmed up on both sides until the semi-finished product is completely melted. When a pre-defined temperature has been reached, the film is then sucked into a tempered mold using a vacuum. Only when the product has cooled down again and is dimensionally stable is it transported further to be finished.


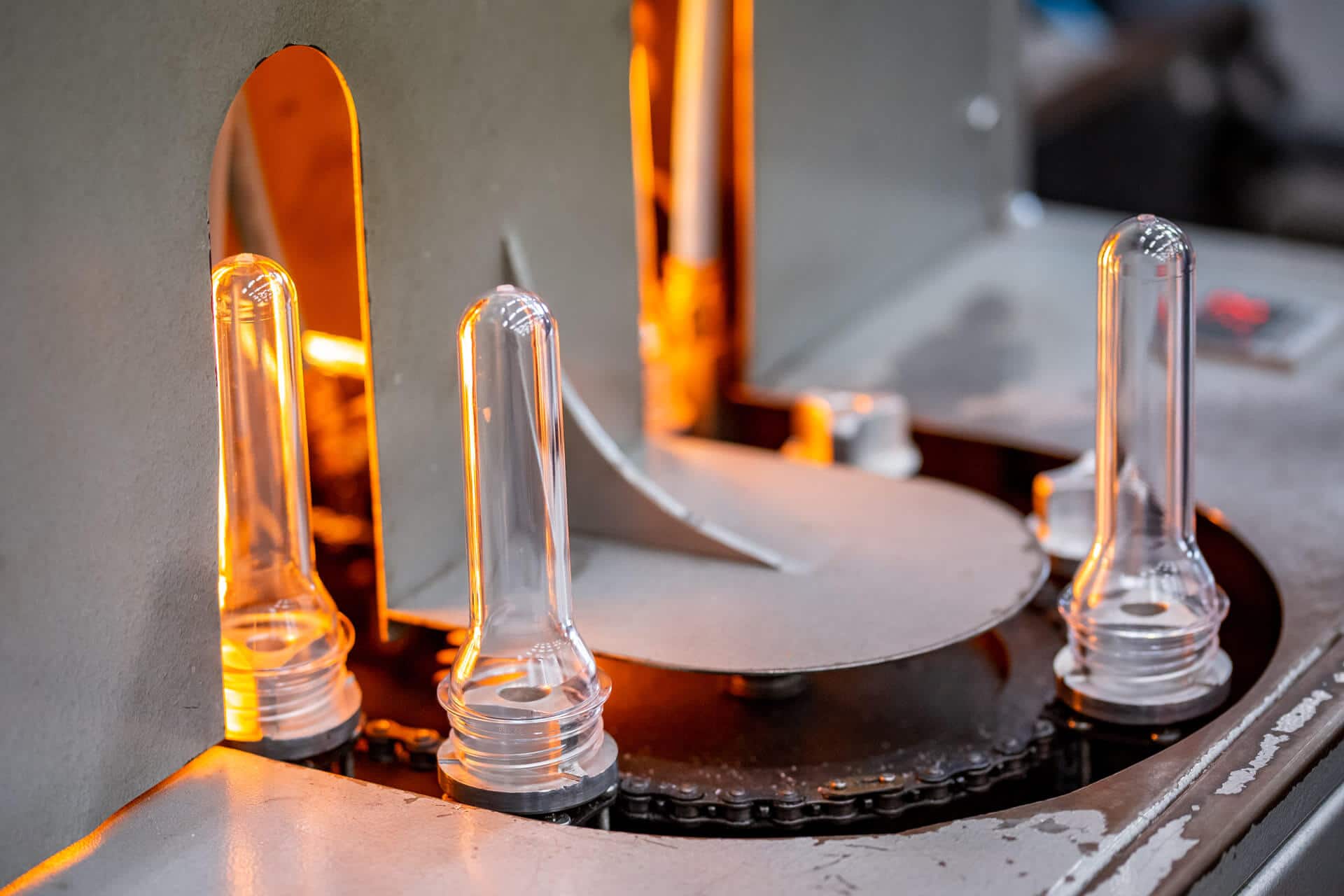
For the manufacturing of PET bottles, the stretch blow
molding or injection blow molding processes are used, whereby the preforms are heated until viscous. The heated forms are then fully formed in a blow mold using a stretching process. Before being transported further the bottle is
cooled inside a die. Depending on the texture of the preform and the desired end product, the preform needs to be brought up to a process temperature of 100 °C.
Optris PI cameras are used to monitor this process.

The optris CT P3 infrared thermometer, with its extremely narrow-band spectral range of 3.43 µm, is particularly suited to the temperature measurement of very thin plastic materials such as PE, PP and PS.

The temperature range extends from 50 to 400 °C with a machine response time of 100 ms. The sensing head can withstand temperatures of up to 75 °C without additional cooling. The film thermometer‘s separate electronics box is equipped with easy-to-access programming buttons and a backlit LCD display.
The innovative optris CT P7 infrared thermometer, with its specific spectral range of 7.9 µm, is particularly suited to the temperature measurement of thin plastic materials such as PET, PU, PTFE and PA.
It has a temperature range of 0 to 710 °C, while the
sensing head is resistant to temperatures of up to 85 °C
without additional cooling. The machine sensing time is 150ms.
The pyrometer‘s separate electronics box features easy-to-access programming buttons and a backlit LCD display./p>

The optris CTlaser P7 infrared thermometer is suited to the temperature measurement of thin plastic materials like, for example, PET, PU, PTFE and PA. It measures the smallest objects with the greatest of accuracy.

The IR thermometer boasts a wide temperature range of 0 to 710 °C and can be used at temperatures of up to 85 °C without additional cooling. It can capture objects as small as 1.6 mm from a distance of 70 mm. A double laser precisely marks the measuring spot.
The pyrometer‘s separate electronics box has easy-to-access programming buttons and a backlit LCD display. Additionally, a variety of selectable outputs ensures the reliable transfer of measured data and easy SPS integration.
The infrared cameras in the optris PI series and Xi series are fixed thermography systems that offer outstanding value for money. In the plastics industry the LT cameras (8-14 µm) are used for molding or film thicknesses of over 0.4 mm. The thermal imaging cameras are connected to a computer via USB 2.0 or integrated into a PLC and are ready to use immediately after connecting.
The optris PI 400i / 450i (382 x 288 px) impresses with its high thermal sensitivity from 40 mK.
For high-resolution line scanning at high speeds (125 Hz) or for close, detailed inspection, the optris PI 640 (640 x 480 px) VGA camera is an outstanding choice.

The Xi series is a fusion of a rugged, compact pyrometer and an advanced IR camera, calibrated for temperature measurements within a range from -20 to 900 °C.
For autonomous operations with automatic spot finder and direct analog output – the optris Xi 80 is ideal for OEM use.
The optris Xi 400 with a resolution of 382 x 288 pixels, a frame rate of up to 80 Hz and a measuring spot to distance ratio of up to 390:1 is versatile and perfectly suited for a multitude of measuring tasks.


In confined spaces in a machine, when there is not enough room to measure at the recommended distance, it may be necessary to use two or more infrared cameras to scan, for example, the entire product width.
With the PIX Connect software the data streams of the individual cameras can be simply combined to form an overall IR image, meaning the user can see the whole process or the temperature distribution across the entire film width in a single software window.




